
Leitfaden | 2. Ausgabe, Juni 2007 | Verarbeiter

Vorwort
Der Bundesminister für Verkehr, Bau und Stadtentwicklung (BMVBS) hat verfügt, dass seit dem 1. Januar 1992 für Bauwerke des BMVBS-Bereiches der Nachweis einer Düsenführerqualifikation, bescheinigt vom Ausbildungsbeirat „Verarbeiten von Kunststoffen im Betonbau beim Deutschen Beton- und Bautechnik-Verein E. V.“, Vertragsbedingung und Voraussetzung ist. In den ZTV-ING, Teil 3, Abschnitt 4, wird gefordert, dass für die Verarbeitung von Spritzbeton und kunststoffmodifiziertem Spritzmörtel bzw. Spritzbeton (SPCC) nur Düsenführer mit Düsenführerschein eingesetzt werden dürfen.
Der ausführende Unternehmer hat die Verantwortung, dass der Düsenführer in der Lage ist, mit einem SPCC freigelegte Bewehrung hohlstellenfrei einzuspritzen und damit die Bewehrung gegen Korrosion und den Beton gegen Schäden zu schützen.
Dieser Leitfaden vermittelt dem Düsenführer einige Grundkenntnisse über Beton, Betonschäden und Betoninstandsetzung mit SPCC sowie dessen Anwendung in Theorie und Praxis. Die Anwendung von Spritzbeton richtet sich nach den einschlägigen Regelwerken und den anerkannten Regeln der Technik.
1 Betontechnologie
1.1 Beton

Nach DIN 1045-2 / EN 206-1 (DIN-Fachbericht 100) versteht man unter Beton einen künstlichen Stein, der aus einem Gemisch von Zement, Gesteinskörnung und Wasser – ggf. auch mit Betonzusatzmitteln und Betonzusatzstoffen – durch Erhärten des Zementleims (Wasser-Zement-Gemisch) entsteht. Nach der Trockenrohdichte wird unter schieden in Leichtbeton, Normalbeton und Schwerbeton:
- Leichtbeton ist Beton mit einer Trockenrohdichte bis 2,0 kg/dm3.
- Schwerbeton ist Beton mit einer Trockenrohdichte von mehr als 2,6 kg/dm3.
- Normalbeton ist Beton mit einer Trockenrohdichte von 2,0 kg/dm3 bis 2,6 kg/dm3. In allen Fällen, in denen keine Verwechslung mit Leicht beton oder Schwerbeton möglich ist, wird Normalbeton als Beton bezeichnet.
Stahlbeton ist ein Verbundbaustoff aus Beton und Stahl (in der Regel Betonstahl) für Bauteile, bei denen das Zusammenwirken von Beton und Stahl für die Aufnahme der vorgesehenen Lasten nötig ist. Der bei der Betoninstandsetzung am häufigsten anzutreffende Betonuntergrund besteht aus Normalbeton bzw. Stahlbeton.
1.2 Wasserzementwert
Der Wasserzementwert (w/z-Wert) gibt das Masseverhältnis von Wasser zu Zement an.
Er ist die wichtigste Kenngröße des Betons. Er beeinflusst alle Eigenschaften des Betons, insbesondere die Festigkeit, Porosität und Dauerhaftigkeit.
Wegen seiner herausragenden Bedeutung ist der Einhaltung des w/z-Wertes besondere Beachtung zu schenken. So ist aus diesem Grund z. B. die Wasserzugabe zu Transportbeton auf der Baustelle verboten.
1.3 Eigenschaften des Betons
w/z = 0,40
Zum Erhärten des Betons ist eine verhältnismäßig geringe Wassermenge notwendig. Der Zement kann nur eine Wassermenge von etwa 40 % seiner Masse (Gewicht) binden (ca. 25 % werden chemisch und ca. 15 % physikalisch gebunden), was einem Wasserzementwert von w/z = 0,40 entspricht. Weist ein Zementleim einen höheren Wasserzementwert auf, so bezeichnet man das Wasser, das vom Zement nicht gebunden werden kann, als Überschusswasser.
Porosität
Der Raum, den es im Zementstein einnimmt, stellt ein System feiner, oft zusammenhängender Kapillarporen dar. Bei Luftlagerung des Betons verdunstet das Überschusswasser. Erneut zutretendes Wasser wird dann von den inzwischen mit Luft gefüllten Kapillarporen aufgesogen. Die Porosität des Zementsteins steigt mit zunehmender Wasserdosierung bzw. steigendem w/z-Wert, was sich nachteilig auf die Dauerhaftigkeit auswirkt.
Das Volumen des Kapillarporenraums hängt außer vom w/z-Wert noch vom Hydratationsgrad ab.

Hydratation
Die Hydratation (Reaktion des Zementes mit Wasser) des Betons ist evtl. nach mehreren
Jahren noch nicht abgeschlossen. Trocknet ein Beton vorher aus, so verdunstet
das eigentlich für die Hydratation benötigte Wasser und hinterlässt ebenfalls
Kapillarporen. Daher muss Beton in den ersten Stunden und Tagen durch eine entsprechende
Nachbehandlung vor Feuchtigkeitsverlust geschützt werden. Unter langsameren
Erhärtungsbedingungen (abhängig von Zementart, w/z-Wert, Temperatur) wird
eine längere Nachbehandlung erforderlich.
Bei der Hydratationsreaktion wird Wärme frei. Die daraus resultierenden Temperaturspannungen können besonders bei dickwandigen (massigen) Bauteilen zu Rissen
im jungen Beton führen. Die Nachbehandlung hat neben dem Schutz vor Feuchtigkeitsverlusten den Zweck, die Temperaturspannungen infolge Hydratationswärme
auf ein unschädliches Maß zu begrenzen.
Die im Frischbeton verbliebenen Luftporen sind selbstverständlich auch im Festbeton enthalten.
2 Betonschäden / Schadensursachen
2.1 Allgemeines
Beton ist, sofern er nach den Regeln der DIN 1045-2/EN 206-1 hergestellt, eingebaut, verdichtet und nachbehandelt worden ist, ein langlebiger Baustoff.
Beton ist unter normalen Umweltbedingungen auch auf Dauer weitgehend beständig. Fehler vor und während der Ausführung, wie z. B. Planungs- und Konstruktionsfehler, betontechnologische Fehler, Verarbeitungs- und Einbaumängel, führen jedoch dazu, dass mechanische, physikalische, thermische, chemische (aggressive Gase wie CO2, SO2, Säuren, Salze) und biologische Einwirkungen bzw. Beanspruchungen am Beton schneller Schäden hervorrufen können.
Je nachdem, welche schädigenden Medien Einfluss auf den Beton bzw. Bewehrung genommen haben, muss man zwischen den Begriffen „Bewehrungskorrosion“ und „Betonkorrosion“ unterscheiden.
2.2 Korrosion der Bewehrung
Sauerstoffkorrosion
Der Korrosionsschutz, den der Beton der Bewehrung bietet, beruht auf der hohen Alkalität des Zementsteins (pH-Wert 9,5 bis 12,5). Auf dem Stahl bildet sich eine sehr dünne, lückenlose Deckschicht aus Eisenoxid, die sogenannte Passivschicht, welche durch die hohe Alkalität des Zementsteins stabilisiert wird.
Karbonatisierung
Die Passivschicht verliert ihre Stabilität, wenn der pH-Wert sinkt und das Kohlendioxid der Luft mit dem Kalziumhydroxid des Zementsteins zu Kalziumkarbonat reagiert. Dieser Vorgang wird als Karbonatisierung (Umwandlung von Kalziumhydroxid in Kalziumkarbonat) bezeichnet.
Liegt der Stahl im karbonatisierten Bereich, kommt es unter Einfluss von Wasser und Sauerstoff zur Korrosion der Bewehrung, wobei sich Eisen und Sauerstoff zu Eisenoxiden verbinden. Diese Eisenoxide nehmen ein größeres Volumen als der Stahl ein und üben so einen erheblichen Druck auf die Betondeckung aus, der zu ihrem Abplatzen führen kann.

Chloridkorrosion
Chloride sind Salze, welche z. B. durch Auftaumittel, Meerwasser oder PVC-Brand gase in den Beton gelangen können. Erreichen die Chloride den Stahl, dringen sie örtlich durch die Passivschicht und führen bei Anwesenheit von Wasser und Sauerstoff zur örtlichen Korrosion des Stahls, wobei die Chloride sich nicht verbrauchen, sondern als Katalysator wirken. Dieser Vorgang wird als Lochfraßkorrosion bezeichnet. Lochfraßkorrosion kann sowohl in karbonatisiertem als auch in nicht karbonatisiertem Beton stattfinden.
Da auf Grund der natürlichen Ausgangsstoffe immer auch Chloride im Beton vorhanden sind, gibt es keine scharfe Abgrenzung zwischen chloridhaltigem und chloridfreiem Beton. Diese im Beton vorhandenen und ein Teil der eindringenden Chloride können allerdings auch chemisch an den Zement gebunden werden. In diesem Falle nehmen sie nicht an der Korrosion des Stahls teil.
Betondeckung
Mit Betondeckung bezeichnet man die Dicke der Betonschicht zwischen Betonstahl und Bauteiloberfläche.
Die Betondeckung hat drei wesentliche Aufgaben zu erfüllen:
- Schutz der Bewehrung vor Korrosion
- Verbundwirkung zwischen Beton und Betonstahl
- Schutz vor Brandwirkungen
Die sich aus den Forderungen in den Punkten 1 und 2 ergebenden Mindestmaße (min c) sind aus der DIN 1045-2 bzw. dem DIN-Fachbericht 102 zu entnehmen. Die Forderungen des Brandschutzes sind in DIN 4102 festgelegt.
Durch poröse Betonoberflächen werden das Eindringen von Chloriden und die Karbonatisierung des Betons begünstigt. Daher ist neben der Dicke auch die Dichtheit der Betondeckung von großer Bedeutung. Geeignete Betonzusammensetzung, gute Verdichtung und ausreichende Nachbehandlung sind Grundvoraussetzung für eine hinreichend dichte Betondeckschicht.
Risse
Die Rissbildung im Beton ist im Stahlbetonbau nicht vermeidbar. Es kommt im wesentlichen darauf an, die nicht vermeidbare Rissbildung durch gezielte Maßnahmen zu steuern. Ein wesentliches Kriterium für die Rissbreitensteuerung ist die Wahl des Durchmessers des Bewehrungsstahls.

2.3 Angriffe auf den Beton
Durch äußere Einflüsse kann Beton geschädigt werden, wenn der Angriff stärker ist als die Widerstandsfähigkeit des betreffenden Betons. Man unterscheidet grundsätzlich zwischen
- chemischem Angriff (z. B. Säuren, Gase und Salze),
- physikalischem Angriff (Temperatur- und Feuchtigkeitswechsel, insbesondere starke Frostwechsel) und
- mechanischem Angriff (schleifende und rollende Beanspruchung).
Bei chemischen Angriffen spricht man vielfach auch von Betonkorrosion. Meistenteils besteht der Angriff an den Bauteiloberflächen. Die angreifenden Stoffe lösen im oberfächennahen Bereich Bestandteile des Betons (in der Regel den Zementstein) auf und waschen sie heraus (lösender Angriff). Von Betonkorrosion spricht man jedoch auch, wenn unbeabsichtigt Fremdstoffe im Beton eingebettet sind, die beispielsweise bei Feuchtigkeitszutritt durch Vergrößerung ihres Volumens reagieren und einen Sprengdruck aus üben (treibender Angriff).
2.4 Instandsetzungskonzept
Umfang und Ursachen für Betonschäden werden üblicherweise durch einen sachkundigen Planer festgestellt, der nach einer genauen Bauteiluntersuchung und einer eingehenden Schadensdiagnose ein Instandsetzungskonzept aufstellt. Auf der Grundlage dieses Konzeptes wird ein Leistungsverzeichnis erstellt, was wiederum Grundlage für die Bauausführung wird.
Der sachkundige Planer setzt ebenfalls den Umfang der Instandsetzungsmaß nahmen fest und beurteilt, ob im betreffenden Fall lediglich die Dauerhaftigkeit wiederherzustellen ist oder auch die Tragfähigkeit. Bei Wiederherstellung der Tragfähigkeit darf SPCC nur eingesetzt werden, wenn ein besonderer Verwendbarkeitsnachweis vorliegt.

3 Spritzbetontechnologie
3.1 Allgemeines
Kunststoffmodifizierte Zementmörtel bzw. -betone, welche im Spritzverfahren verarbeitet werden, bezeichnet man als SPCC. Der Begriff SPCC ist die Abkürzung für:
SPRAYABLE POLYMER CEMENT CONCRETE
3.2 Spritzverfahren
Für das Verarbeiten des SPCC gibt es zwei Verfahren:
a) das Trockenspritzverfahren (TSV)
b) das Nassspritzverfahren (NSV)
Beide Verfahren beinhalten zusammen aus verfahrenstechnischer Sicht drei Förderarten:

3.2.1 Trockenspritzverfahren
Beim Trockenspritzverfahren wird das trockene Ausgangsgemisch (Werktrockenmörtel) im Luftstrom durch eine Förderleitung zur Spritzdüse transportiert. In dieser Spritzdüse – auch Düsenmischkörper genannt – findet unter Zugabe der Anmachflüssigkeit die eigentliche Benetzung sowie der Mischvorgang des Spritzgutes statt. Die für dieses Verfahren zur Verfügung stehende Förderart ist die Dünnstromförderung. Man spricht hier auch von pneumatischer Förderung.

Für das Fördern stehen drei gängige Maschinentechniken zur Verfügung:
- Das Rotorprinzip
- Das Taschenradprinzip
- Das Druckkammerprinzip
Die am häufigsten verwendete Technik ist das Rotorprinzip.

Das trockene Ausgangsgemisch gelangt durch einen Einfülltrichter in die senkrechte Kammer eines drehbar angeordneten Rotors und fällt bei Drehung dieses Rotors in den sich darunter befindlichen Ausblasestutzen. Durch die hier zugegebene Druckluft wird das Ausgangsgemisch in einer Schlauch- bzw. Rohrleitung zur Spritzdüse transportiert, wo dann im Düsenmischkörper die eigentliche Benetzung erfolgt.
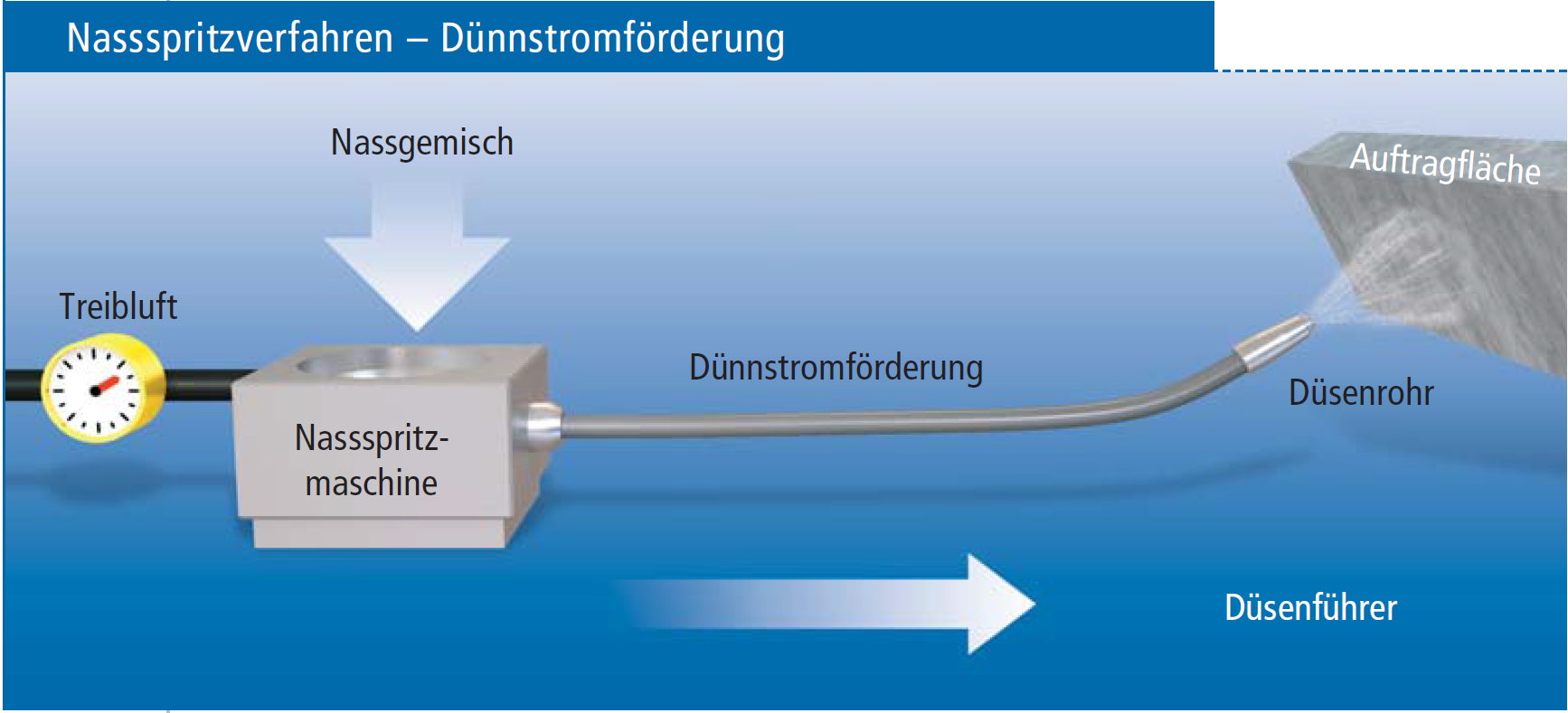
3.2.2 Nassspritzverfahren
Anders als beim Trockenspritzverfahren wird beim Nassspritzverfahren das zu fördernde Ausgangsgemisch vorher in dem vom Stoffhersteller angegebenen Mischungsverhältnis (Werktrockenmörtel : Anmachflüssigkeit) hergestellt und in nassem Zustand der Maschine zugeführt, welche die Förderung übernimmt. Dieses Fördern kann hydraulisch in Dichtstromförderung oder in Ausnahmefällen pneumatisch in Dünnstromförderung erfolgen.
Beim Nassspritzen mit Dichtstromförderung werden nasse Ausgangsgemische gefördert – aber nicht wie bei der Dünnstromförderung in aufgelockerter Form – sondern als kompakte Mörtelsäule durch eine Förderleitung gepumpt. Am Ende dieser Förderleitung befindet sich eine Spritzdüse – je nach Ausführungsrichtung verschieden – in der durch Beaufschlagung mit Treibluft die Mörtelsäule zerrissen wird und so das eigentliche Spritzgut entsteht. Luftdruck und Luftmenge sind materialabhängig.

Für das Fördern stehen zwei Maschinentechniken zur Verfügung:
- Kolbenpumpen
- Schneckenpumpen
Beim Vergleich der Maschinentechniken stellt man einige Unterschiede hinsichtlich ihrer Einsatzmöglichkeiten fest. Während Kolbenpumpen auf Grund ihrer Großvolumigkeit und der damit verbundenen höheren Förderleistung in erster Linie für die Verarbeitung von Massenbaustoffen zum Einsatz kommen, werden Schneckenpumpen – im allgemeinen auch Monopumpen genannt – verstärkt im Instandsetzungsbereich eingesetzt.
Dass im Instandsetzungsbereich diese Maschinentechnik zum Einsatz kommt, resultiert nicht allein aus der Tatsache, dass geringere Schichtdicken aufgebracht werden, sondern hängt auch mit einer kontinuierlicheren sowie pulsationsfreieren Förderung zusammen.

Das nasse Ausgangsgemisch wird in den Einfüllbehälter gegeben und mit Hilfe der Kardanwelle der Förderschnecke zugeführt. Die Förderschnecke, auch Rotor genannt, ist in einem Schneckenmantel (Stator) gelagert. Durch die rotierende Bewegung der Förderschnecke (Rotor) und der elastischen Verformbarkeit des Schneckenmantels wird das Nassgemisch in die Schläuche gedrückt und zur Spritzdüse transportiert.
Nassspritzen mit Dünnstromförderung
Beim Nassspritzen mit Dünnstromförderung werden fertig formulierte Ausgangsgemische im Luftstrom gefördert und entgegen dem Trockenspritzverfahren nicht in einer Spritzdüse benetzt bzw. gemischt, sondern einfach durch ein Düsenrohr verspritzt.
Die hierfür notwendige Maschinentechnik ist sehr aufwendig und kostenintensiv.
3.3 Vor- und Nachteile der Spritzverfahren
Alle Spritzverfahren bzw. Förderarten sind verfahrensbedingt mit Vor- und Nachteilen verbunden.
3.3.1 Vorteile beim Trockenspritzverfahren
Hohe Verdichtung
Auf Grund der hohen Aufprallgeschwindigkeit erzielt man eine sehr gute Verdichtung des Spritzgutes. Um diese Verdichtung zu erreichen, müssen der vorgegebene Abstand der Spritzdüse zum Untergrund, der Luftdruck und die Luftmenge eingehalten werden.
Einfache Handhabung
Da das Material trocken gefördert wird und die Zugabe der Anmachflüssigkeit erst im Düsenmischkörper erfolgt, entfällt der aufwändige – beim Nassspritzverfahren notwendige – Anmischvorgang.
Günstige Förderlängen bzw. –höhen
Während beim Nassspritzverfahren (Dichtstromförderung) die möglichen Förderlängen bzw. -höhen wegen des entstehenden Pumpdrucks begrenzt sind, ermöglicht es die Dünnstromförderung beim Trockenspritzverfahren – Förderung in aufgelockerter Form im Luftstrom – größere Weiten bzw. Höhen zu überwinden. Diese Vorteile werden bevorzugt im Ingenieurbau (Brücken, Kühler, Schornstein etc.) genutzt.
Geringer Reinigungsaufwand
Durch den Wegfall des Anmischvorgangs – wie beim Nassspritzverfahren – ist nach Beendigung des Spritzvorgangs nur der Düsenmischkörper zu reinigen. Diese Reinigung erfolgt mit Wasser. Auch sind längere Unterbrechungen möglich, da sich nur Trockenmörtel in der Anlage befindet.
3.3.2 Nachteile beim Trockenspritzverfahren
Höherer Rückprall
Die verfahrensbedingte hohe Aufprallgeschwindigkeit sowie die relativ kurze Benetzungszeit im Düsenmischkörper bewirken einen höheren Rückprall als beim Nassspritzverfahren. Einen entscheidenden Einfluss auf den Rückprall bzw. auf den Rückprallanteil Höhe übt der Düsenführer aus.

Staubentwicklung
Die relativ kurze Benetzungszeit sowie die Länge der Mischstrecke sind entscheidend für die Staubentwicklung. Heute ist man zwar (über die Baustoffzusammensetzung und den Düsentyp) in der Lage, die Staubentwicklung entscheidend zu reduzieren; sie ist aber immer noch höher als beim Nassspritzverfahren.
3.3.3 Vorteile beim Nassspritzverfahren (Dichtstromförderung)
Gleichbleibender w/z-Wert
Durch das Anmischen des Materials in dem vom Stoffhersteller vorgegebenen Mischungsverhältnis und der damit verbundenen Reduzierung der Verantwortung des Düsenführers, ist eine gleichbleibende Qualität gewährleistet.
Rückprall/Staubentwicklung
Aufgrund der niedrigen Aufprallenergie sind die Rückprallraten geringer als beim Trockenspritzverfahren. Das nasse Ausgangsgemisch verhindert eine größere Staubentwicklung.
3.3.4 Nachteile beim Nassspritzverfahren (Dichtstromförderung)
Hoher Reinigungsaufwand
Aufgrund der Tatsache, dass das Ausgangsgemisch nass gepumpt und verspritzt wird, ist der Reinigungsaufwand (Maschine, Schläuche, Spritzdüse etc.) größer als beim Trockenspritzverfahren. Die Unterbrechungspausen müssen wegen des Abbindens (Zementreaktion) zeitlich begrenzt bleiben.
Geringere Förderlängen
Der mit dem Pumpverfahren verbundene „Pumpdruck“ lässt in Abhängigkeit von der Maschinentechnik (Kolbenpumpe, Schneckenpumpe) nur geringere Förderlängen bzw. -höhen zu als beim Trockenspritzverfahren.
3.4 Anwendungsfälle
Im Rahmen der ZTV-ING kann SPCC als Betonersatz innerhalb folgender Einwirkungsbereiche verwendet werden:
- Spritzwasserbereich,
- Sprühnebelbereich und
- sonstiger Bereich.
Spritzwasserbereich
Bauteile, die mit Tausalz beaufschlagt werden, z. B. Kappen, Schutz- und Leiteinrichtungen und Teilbereiche von Trogwänden, Stützwänden, Widerlagerwänden, Tunnelwänden, Stützen, Pfeilern, Pylonen und Zügelgurten.
Sprühnebelbereich
Bauteile im Einwirkungsbereich des Tausalzsprühnebels, aber außerhalb des Spritzwasserbereiches liegen, z. B Unterseiten von Brücken über Fahrbahnen.
Sonstiger Bereich
Bauteile, die weder im Spritzwasser- noch im Sprühnebelbereich liegen, z. B Innenflächen von Hohlpfeilern, Widerlagern und Hohlkästen.
Anders als beim PCC sind horizontale oder schwach geneigte Flächen von der Anwendung ausgeschlossen. Der Grund für dieses Verbot ist der, dass spritztechnisch nicht sichergestellt werden kann, den beim Spritzvorgang anfallenden Rückprall fachgerecht in die aufzuspritzende Mörtelschicht einzubinden.

4 Ausführung
4.1 Baustelleneinrichtung
Baumaßnahmen, die im Spritzverfahren ausgeführt wurden, haben in der Vergangenheit gezeigt, dass eine fachgerechte Anwendung von einigen – unbedingt einzuhaltenden – Parametern abhängig ist.
Da wir es mit unterschiedlichen Spritzverfahren zu tun haben, müssen vor Aufnahme der eigentlichen Spritzarbeiten folgende Anforderungen eingehalten werden:
- Gerüstbreite (ausreichender Abstand zur Spritzfläche),
- Stromversorgung,
- ausreichende Wasserversorgung,
- ausreichende Kompressorleistung,
- wettergeschützte Lagerung der Bauprodukte.
4.2 Untergrundvorbereitung
Zur Erzielung des Verbundes muss der Betonuntergrund gleichmäßig fest, frei von trennenden Substanzen und in seiner Oberfläche auf das nachfolgend anzuwendende System abgestimmt sein. Das Vorbereiten des Untergrundes besteht aus dem Entfernen bzw. Abtragen von:
- Zementschlämmen und anderen minderfesten Schichten,
- losem, teilweise abgeschältem und mürbem Beton,
- Verunreinigungen und trennenden Substanzen,
- nicht haftenden oder unverträglichen Beschichtungen.
Das quarzfreie Granulatstrahlen sowie das Hochdruckwasserstrahlen haben sich als Vorbereitungsverfahren bewährt.
Die zu erreichende Abreißfestigkeit im Abreißversuch nach DIN EN 1542) ist im Mittel mindestens 1,5 N/mm2, wobei kein Einzelwert kleiner als 1,0 N/mm2 sein darf.

Neben dem Erreichen dieser Abreißfestigkeiten muss die vorbereitete Fläche eine genügende Rauheit aufweisen, damit sich das nachfolgend aufzubringende System gut „Verkrallen“ kann. Dazu sollte das oberflächennahe Zuschlagkorn freigelegt werden.
Korrodierte Bewehrung ist freizulegen und zu entrosten. Der zu erzielende Entrostungsgrad ist in der Regel SA 2 1/2
Das Korrosionsschutzsystem muss in Verbindung mit dem SPCC-System grundgeprüft sein und ist nach den Angaben zur Ausführung im abP aufzubringen. Kann durch das Aufbringen des Betonersatzes eine Betondeckung von mindestens 4 cm erzielt werden, können unter bestimmten Umständen das Aufbringen des Korrosionsschutzsystems und eines geeigneten Oberflächenschutzsystems entfallen.
4.3 Vornässen
Die instandzusetzende Fläche ist vor dem Aufspritzen des SPCC sorgfältig vorzunässen! Dieses Vornässen sollte erstmals etwa 24 Stunden vor dem Beginn der Arbeiten erfolgen. Zum Zeitpunkt des Aufspritzens sollte die Betonoberfläche jedoch mattfeucht sein; ein geschlossener Wasserfilm auf der Oberfläche und in Poren und Lumkern ist nicht zulässig.

4.4 Haftbrücke
Das Aufbringen einer separaten Haftbrücke – wie sonst aus dem PCC-Bereich bekannt – ist in der Regel nicht erforderlich.
Durch die Aufprallenergie der Spritzverfahren bildet sich eine „eigene Haftbrücke“.
4.5 Oberflächenbearbeitung
Um nach dem Aufspritzen des SPCC keine Gefüge- bzw. Haftungsstörungen bei einer evtl. erforderlichen Oberflächenbearbeitung zu bekommen, ist folgendes zu beachten:
- Bei einlagigen Spritzarbeiten ist die Oberfläche spritzrau zu belassen.
- Oberflächenbearbeitungen dürfen nur vorgenommen werden, wenn zweilagig gearbeitet wird. Dabei ist die erste Lage spritzrau zu belassen. Die Wartezeiten zwischen der 1. und der 2. Lage sind entsprechend den Angaben zur Ausführung im abP unbedingt einzuhalten.
4.6 Nachbehandlung
Art und Dauer sind den Angaben zur Ausführung zu entnehmen und zu beachten. Die Nachbehandlungsdauer für SPCC-Systeme beträgt nach ZTV-ING Teil 3, Abschnitt 4 mindestens 5 Tage.
4.7 Verarbeitungstemperaturen
Die Temperaturen der Baustoffe, der Betonunterlage sowie der Luft sind im Rahmen der zu kontrollierenden äußeren Bedingungen kontinuierlich zu messen und aufzuschreiben. Die entsprechenden Grenztemperaturen sind den Angaben zur Ausführung zu entnehmen und einzuhalten! Die Mindesttemperatur beträgt +5°C.
5 Anwendung
5.1 Allgemeines
Gemäß ZTV-ING dienen Betonersatzsysteme der Instandsetzung geschädigter Bauteile, der Herstellung von Ausgleichsschichten zur Erhöhung der Betondeckung oder dem Füllen von Fehlstellen im Beton. Der Baustoff für den Betonersatz ist im angesprochenen Fall ein kunststoffmodifizierter Zementmörtel bzw. –beton, der im Spritzverfahren verarbeitet wird (SPCC). Die Betonersatzsysteme bestehen aus dem Betonersatz und ggf. dem Korrosionsschutz. Als SPCC-Betonersatzsysteme dürfen nur solche mit zugehöriger Spritzanlage verwendet werden, die für den vorgesehenen Verwendungszweck geeignet sind.
Die Ausführungsrichtung kann sowohl senkrecht als auch über Kopf sein.
5.2 Betonersatz
Die Schichtdicke beträgt mindestens 1 cm und höchstens 5 cm.
Im Instandsetzungskonzept ist festgelegt, ob ein Korrosionsschutz der Bewehrung und ein Oberflächenschutzsystem vorzusehen sind. Wenn mit dem SPCC die Betondeckung auf mindestens 4 cm erhöht werden soll, hat der Planer das zusätzliche Gewicht aus der ergänzenden Betondeckung statisch zu berücksichtigen. Kann mit dem SPCC eine Betondeckung von mindestens 4 cm (min c = 4 cm) planmäßig nicht erreicht werden, soll ein Korrosionsschutz der Bewehrung und ein geeignetes Oberflächenschutzsystem aufgebracht werden.
Für den Korrosionsschutz der Bewehrung muss die Verträglichkeit mit dem SPCC in der Grundprüfung nachgewiesen worden sein. Die Angaben zur Ausführung sind zu beachten.
6 Anforderungen an das Personal
6.1 Spritzvorgang/Einflussgrößen
Im Gegensatz zu PCC-Systemen ändert sich – bedingt durch den Spritzvorgang – das Ausgangsgemisch. Das Ausgangsgemisch durchläuft während des Spritzvorganges, bis es zum Auftragen kommt, mehrere Phasen, d. h. das Ausgangsgemisch teilt sich beim Durchlaufen dieser Phasen in ein Auftrags- und ein Rückprallgemisch:

Das Rückprallgemisch, im allgemeinen nur als Rückprall (Definition: Rückprall ist der Anteil, der beim Spritzvorgang abprallt, herunterfällt und liegen bleibt. Unter Rückprall versteht man nicht den zusätzlichen Verlust, der durch das nachträgliche Bearbeiten der Oberflächen entsteht.) bezeichnet, stellt hierbei eine der Besonderheiten der maschinellen Verarbeitung von Mörteln dar. Wie stark diese Trennung bzw. wie hoch der Rückprallanteil ist, hängt neben den Einflussgrößen – Material, Maschinentechnik (Spritzmaschine, Spritzdüse), Objektbedingungen (großflächig, senkrecht oder über Kopf) – von der Geschicklichkeit des Düsenführers ab.
Mitentscheidend bei der erfolgreichen Durchführung von SPCC-Arbeiten ist das Einhalten folgender Kriterien und Bedingungen:
- Spritzwinkel 90° zur Auftragsfläche
- Richtige Konsistenz des Spritzgutes
- Schichtdicke
- Abstand der Spritzdüse zur Auftragsfläche
- Luftdruck, Luftmenge
- Bewegung des Düsenführers
Die Bedeutung der einzelnen Kriterien und Bedingungen wird nachfolgend im einzelnen erläutert.


Spritzwinkel 90° zur Auftragsfläche
Einen äußerst starken Einfluss auf das Rückprallverhalten übt der Düsenwinkel aus. Mit steigender Abweichung des Düsenwinkels vom Soll-Spritzwinkel (Spritzwinkel < 90°) erhöht sich in erster Linie durch den sich stärker ausprägenden Billardeffekt (Einfallswinkel gleich Ausfallswinkel) der Rückprallanteil. Nachfolgende Graphik an einem Spritzbeton soll dieses verdeutlichen.

Richtige Konsistenz des Spritzgutes
Das Einstellen der richtigen Konsistenz übt einen entscheidenden Einfluss auf die Verarbeitungseigenschaften aus. Zu weiche Konsistenzen gefährden die Standfestigkeit (gerade über Kopf) der aufzuspritzenden Schichten, und zu trockene Konsistenzen verschlechtern die Nacharbeitungseigenschaften. Gleichzeitig wirken sich trockenere Konsistenzen auch negativ auf das Rückprallverhalten aus. Der Rückprallanteil steigt an.
Schichtdicke
Mit Zunahme der Schichtdicke nimmt der Rückprall ab. Das heißt: Bei geringen Schichtdicken (1 bis 2 cm) ist der Rückprallanteil größer als bei höheren Schichtdicken (3 bis 4 cm).
Abstand der Spritzdüse zur Auftragsfläche
Um ein fachgerechtes Auftragen des Materials (Verdichtung, Spritzbild, Rückprallanteil) zu gewährleisten, ist es unbedingt erforderlich, beim Führen der Spritzdüse den richtigen Abstand zur Auftragsfläche einzuhalten:
- beim Nassspritzverfahren – ca. 50 cm
- beim Trockenspritzverfahren – ca. 80 cm
Luftdruck, Luftmenge
Der Luftdruck und die Luftmenge sind material- und maschinenabhängig. Da die Maschinentechniken für SPCC-Materialien mitgeprüft werden, sind die Angaben zur Ausführung zu beachten.
Bewegung des Düsenführers
Bei der „Bewegung des Düsenführers“ ist in erster Linie das Führen der Düse angesprochen. Wie bereits erwähnt, beträgt der ideale Spritzwinkel 90°. Der Düsenführer hat die Verantwortung – gerade bei ständig wechselnden Spritzrichtungen – diesen Spritzwinkel einzuhalten. Die einzige Ausnahme, von dieser Regel abzuweichen, stellt das Einspritzen von freiliegender und vollständig zu umhüllender Bewehrung dar. Je nachdem wie nah bzw. wie häufig gekreuzt Bewehrungsstähle nebeneinander liegen, wird vom Düsenführer ein ständiges Anpassen der Düsenführung erfordert. Dies kann auch dazu führen, dass ein Spritzwinkel von 60° oder kleiner nötig wird.

Wie man ein hohlraumfreies Einspritzen der Bewehrungsstähle gewährleisten kann, sollen die zwei nachfolgenden Graphiken verdeutlichen.


Das Umsetzen all dieser Anforderungen setzt beim Düsenführer sowohl theoretische als auch praktische Fachkenntnisse voraus, so dass für Baumaßnahmen nach ZTV-ING nur Düsenführer eingesetzt werden dürfen, welche die Düsenführerprüfung (D-Schein) nach den Regeln des Ausbildungsbeirates Verarbeiten von Kunststoffen im Betonbau beim Deutschen Beton- und Bautechnik-Verein E.V. erfolgreich abgelegt haben.
7 Überwachung
Gemäß den ZTV-ING, Teil 3, Abschnitt 4 dürfen nur SPCC-Produkte verwendet werden, die in der „Zusammenstellungen der geprüften/zertifizierten Stoffe, Stoffsysteme und Bauteile für Bauwerke der Bundesfernstraßen“ der Bundesanstalt für Straßenwesen enthalten sind.
Die Überwachung auf der Baustelle besteht aus der Eigenüberwachung sowie der Fremdüberwachung. Die Eigenüberwachung erfolgt gemäß den ZTV-ING, Teil 3, Abschnitt 4, und umfasst folgende Punkte:
- Vorhandensein aller nötigen schriftlichen Unterlagen auf der Baustelle
- Kontrolle des gelieferten Materials einschließlich Ü-Zeichen
- Kontrolle der zulässigen Lagerungsdauer
- Kontrolle der vorschriftsmäßigen Lagerung und Verpackung
- Kontrolle der Baustelleneinrichtung
- Prüfung der Abreißfestigkeit des Betonuntergrundes
- Kontrolle der äußeren Bedingungen (Lufttemperatur, Temperatur des Untergrundes, relative Luftfeuchte, Materialtemperatur)
- Prüfung der Frischmörtelrohdichte
- ständige Kontrolle der Spritzarbeiten
- Überprüfen der Schichtdicke
- Prüfung der Abreißfestigkeit am SPCC
- Prüfung der Trockenrohdichte
- Abklopfen der Flächen auf Hohlstellen
- Führen des Bautagebuches, einschließlich aller nötigen Prüfprotokolle
- Es muss eine Fachkraft mit SIVV-Schein anwesend sein
Die Zeitabstände der Fremdüberwachung der Ausführung werden von der Überwachungsstelle festgelegt.
8 Schutzmaßnahmen
Bei der Verarbeitung des SPCC sind grundsätzlich Schutzbrille, Schutzhandschuhe und Schutzkleidung zu tragen. Augenspülflüssigkeit, Schutz-, und Pflegesalbe sowie Reinigungspaste müssen bei der Ausführung der Arbeiten immer vorhanden sein.
9 Schlusswort
Die 1. Ausgabe 1996 wurde von der Arbeitsgruppe ZTV-SIB/SPCC/Düsenführerprüfung der Deutschen Bauchemie erarbeitet.
Die vorliegende Überarbeitung erfolgte durch Dipl.-Ing. Werner Baumgart, Dipl.-Ing. Uwe Grunert, Dipl.-Ing. Hans-Jürgen Hörner, Dr.-Ing. Detlef Schmidt, Dipl.-Ing. Norbert Schröter und Betoning. Werner Wahl.
10 Zitierte Regelwerke
- DIN 1045-1/A1:2007-05
Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 1: Bemessung und Konstruktion, Änderung A1 - DIN 1045-2/A2:2007-06
Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 2: Beton – Festlegung, Eigenschaften, Herstellung und Konformität; Anwendungsregeln zu DIN EN 206-1, Änderung A2 - DIN EN 206-1/A2:2005-09
Beton – Teil 1: Festlegung, Eigenschaften, Herstellung und Konformität, Änderung A2 - DIN 1045-3/A2:2007-05
Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 3: Bauausführung, Änderung A2 - DIN 4102-1:1998-05
Brandverhalten von Baustoffen und Bauteilen – Teil 1: Baustoffe; Begriffe, Anforderungen und Prüfungen - DIN EN 1542:1999-07
Produkte und Systeme für den Schutz und die Instandsetzung von Betontragwerken – Prüfverfahren – Messung der Haftfestigkeit im Abreißversuch - DIN 18551:2005-01
Spritzbeton – Anforderungen, Herstellung, Bemessung und Konformität - DIN-Fachbericht 100:2005
Beton – Zusammenstellung von DIN EN 206-1 Beton – Teil 1: Festlegung, Eigenschaften, Herstellung und Konformität und DIN 1045-2 Tragwerke aus Beton, Stahlbeton und Spannbeton – Teil 2: Beton – Festlegung, Eigenschaften, Herstellung und Konformität – Anwendungsregeln zu DIN EN 206-1 - DIN-Fachbericht 102:2003
Betonbrücken; Ausgabe März 2003 - Bundesanstalt für Straßenwesen:
Zusätzliche Technische Vertragsbedingungen und Richtlinien für Ingenieurbauten ZTV-ING, Teil 3: Massivbau, Abschnitt 4: Schutz und Instandsetzung von Betonbauteilen
Verkehrsblatt Verlag Düsseldorf 2003 - Bundesanstalt für Straßenwesen:
Zusammenstellungen der geprüften/zertifizierten Stoffe, Stoffsysteme und Bauteile für Bauwerke der Bundesfernstraßen
Internet:
http://www.bast.de/cln_006/nn_42478/DE/Qualitaetsbewertung/Listen/bruecken ingenieurbau/doku-brue-ingb__node.html__nnn=true
Bildnachweis
- Deutsche Bauchemie e. V.
- Grafiken und Illustrationen: NEEDCOM GmbH